Конструкция и изготовление своими руками 3-х валковой листогибочной машины
3-х валковая листогибочная машина является оптимальным вариантом технологического оборудования в тех случаях, когда из тонколистового металла необходимо изготовить изделие цилиндрической, конусной или овальной конфигурации. Конечно, для этих целей можно использовать и валковые листогибочные машины, оснащенные 4 рабочими валками, но это значительно усложнит технологический процесс, а ощутимых преимуществ не даст.

Самодельный трехвалковый листогибочный станок с электродвигателем
Конструктивные особенности
Все 3-х валковые ручные листогибочные машины, в том числе и изготовленные своими руками, работают по одному принципу и, соответственно, имеют схожую конструктивную схему исполнения. Основными элементами такой схемы являются:
- рама-основание, на которой крепятся все остальные элементы машины;
- две боковые стойки, в подшипниковых узлах которых устанавливаются рабочие валки;
- 3 валка, изготовленных из высокопрочного стального сплава;
- приводной механизм (зубчатый или цепной), обеспечивающий синхронное вращение двух рабочих валков в одну сторону;
- рукоятка рычажного типа, предназначенная для приведения в действие приводного механизма;
- нажимной узел, оснащенный пружинами сжатия (назначение такого механизма, который может располагаться как на левой, так и на правой стойке машины, – это обеспечение требуемого уровня давления, оказываемого верхним валком на поверхность обрабатываемой заготовки);
- приспособление для отвода одной из сторон верхнего валка, используемое как для замены валка, так и для извлечения из рабочей зоны станка готового изделия;
- набор дополнительных валков различного диаметра, которым оснащается как трехвалковая, так и четырехвалковая листогибочная машина (необходим такой набор для того, чтобы расширить функциональные возможности станка и предоставить возможность изготавливать на нем изделия с различными геометрическими параметрами).

Устройство трехвалковой ручной гибочной машины
Если вы собираетесь самостоятельно изготовить трехвалковый листогиб и разрабатываете чертеж его конструкции, лучше сразу ограничить технические возможности такого станка определенными параметрами. При этом следует иметь в виду, что 3-х валковую листогибочную машину, оснащенную ручным приводом, можно использовать для гибки металлических листов, толщина которых не превышает 1,5 мм, а ширина – 600 мм. Объясняется это следующим.
Несмотря на то, что сам процесс гибки металла характеризуется невысокой энергоемкостью, чтобы преодолеть силы трения между поверхностями обрабатываемой заготовки и рабочих валков, оператору машины надо прикладывать значительные физические усилия для проворачивания механизма. Кроме того, валки, проворачиваемые с большим усилием, будут вращаться неравномерно, что может привести к искажению формы обрабатываемого изделия.
")
В качестве прототипа можно использовать чертеж заводского станка (нажмите для увеличения)
Если выбирать, каким образом расположить вальцы на листогибочной 3-х валковой машине – симметрично или асимметрично, – лучше отдать предпочтение второму варианту, поскольку такой станок является более функциональным и простым в изготовлении.
Рекомендации по самостоятельному изготовлению
Если вас интересует трехвалковая листогибочная машина со стандартными характеристиками, то для ее самостоятельного изготовления проще всего воспользоваться готовыми чертежами, которые несложно найти в интернете. Другое дело, если вам требуется устройство для изготовления изделий с определенными параметрами. В данном случае проектирование как 3-х валковой так и 4-х валковой листогибочной машины начинают с определения таких параметров обработки, как требуемое усилие, которое необходимо оказать на заготовку, а также крутящий момент, сообщаемый валкам. Следует иметь в виду, что величина этих параметров будет тем выше, чем более толстый и более прочный металл вы соберетесь гнуть на своем станке.
Для изготовления 3-х валковой листогибочной машины под требуемые параметры вам потребуется самостоятельно разработать не только ее кинематическую схему, но и чертежи отдельных узлов.
В таких ситуациях всегда необходимо стремиться к тому, чтобы по максимуму использовать типовые детали и по минимуму – оригинальные, так как вам придется их изготавливать самостоятельно или заказывать у специалистов.
Так, если станину и опорные стойки, которыми будет оснащена самодельная трехвалковая листогибочная машина, изготовить самостоятельно не составит особых проблем, используя металлические профили, сварку и резьбовые соединения, то рабочие валы, элементы цепной или зубчатой передачи сделать своими руками достаточно сложно. Именно поэтому такие элементы, которыми будет оснащена ваша 3-х валковая ручная листогибочная машина, лучше взять от других технических устройств.
-

- Валки от списанного рейсмуса

-

- Редуктор от старого станка

-

- Подходящие детали для цепной передачи


20-миллиметровая стальная плита в качестве основания станка
Фото готового станка
-

- Приводной механизм

-

- Прижимной узел

-

- Привод от электродвигателя мощностью 2,2 кВт

Кроме того, при самостоятельном изготовлении 3-х валковой листогибочной машины можно использовать типовые чертежи таких конструктивных элементов, как:
- узел прижима верхнего валка, который по принципу своего действия очень похож на струбцину;
- подшипниковые узлы для установки рабочих валков;
- несущая рама оборудования.
Станок трехвалковый с ручным приводом

Для работы с тонким металлом достаточно вальцов с ручным приводом
Чертежи деталей станка

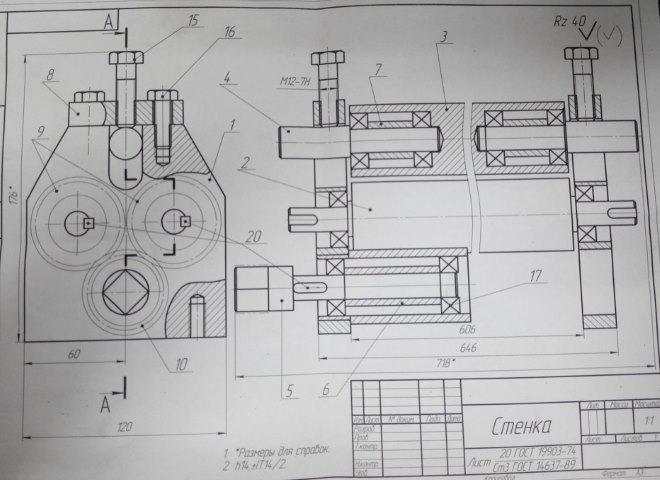
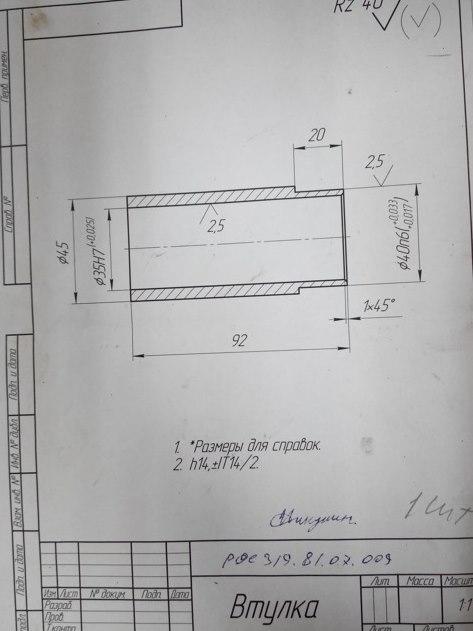

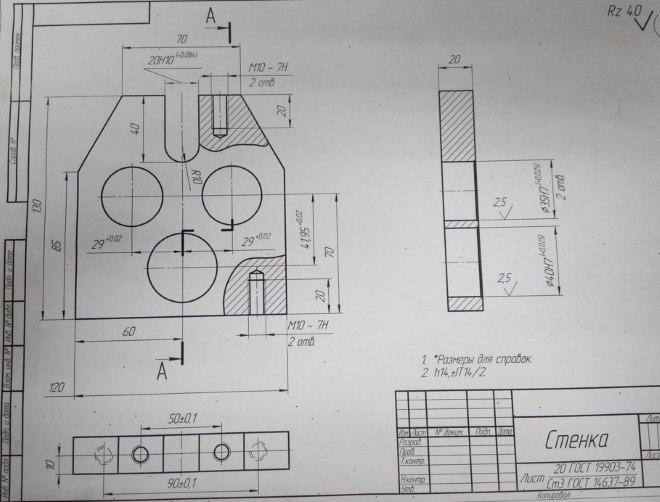
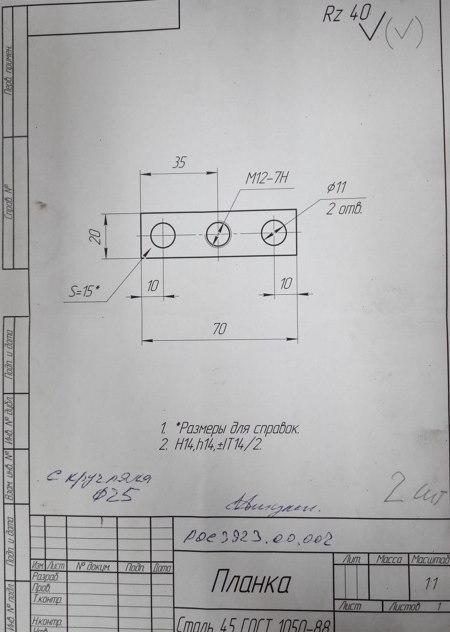
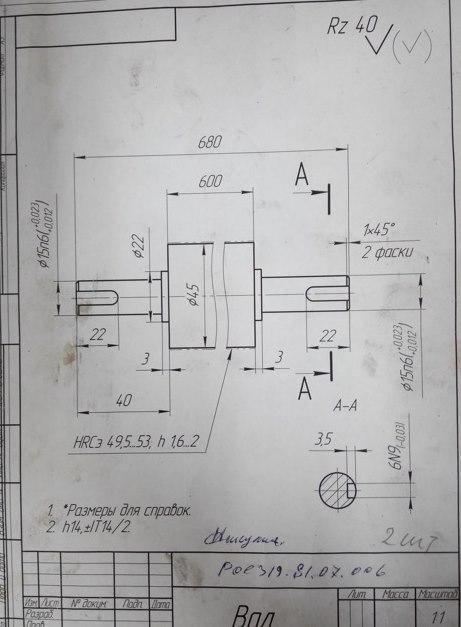
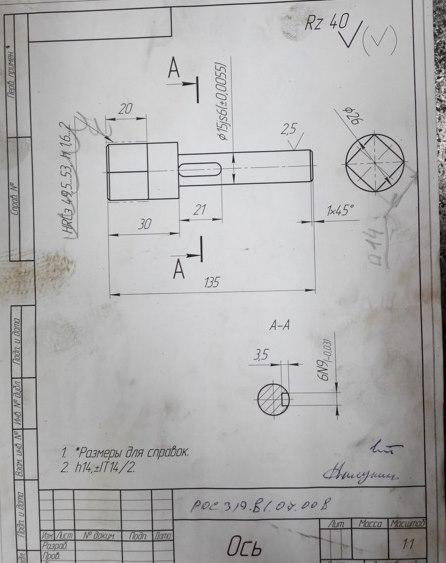
Фото узлов станка



Процесс сборки
3-х валковая ручная листогибочная машина, которую вы изготавливаете своими руками, собирается в следующей последовательности:
- Элементы рамы станка в соответствии с предварительно разработанным чертежом соединяют между собой при помощи сварки.
- Боковые стойки, для изготовления которых можно использовать швеллер из низкоуглеродистой стали, крепят к станине оборудования.
- В подшипниковые узлы боковых стоек машины устанавливают ее рабочие валки, при этом необходимо обеспечить их взаимную параллельность.
- На одной из боковых стоек монтируют цепной или зубчатый приводной механизм, на который устанавливают рукоятку, приводящую его в действие. Если в качестве привода используется цепная передача, то в конструкции машины необходимо предусмотреть механизм, который будет отвечать за натяжение цепи.
- После окончательной сборки станка и фиксации всех элементов его конструкции необходимо выполнить тестовую гибку листового металла, по результатам которой станет понятно, есть ли необходимость в регулировке узлов оборудования или их конструктивной переделке.
Естественно, что, изготавливая самодельный станок, вы должны предусмотреть не только меры безопасности при его использовании, но и коррозионную защиту элементов его конструкции.
 (голосов: 2, средняя оценка: 5,00 из 5)
(голосов: 2, средняя оценка: 5,00 из 5)




